

- HFS Hopper
- HFS
- VFS
- Hydraulic Cylinder
- Roll Gear Box
- Air Controls
- Hydraulic Cabinet
- Full Inline Sample Port
Industrial Roll Compactor Machinery
Innovative Process Applications (IPA) manufactures advanced roll compactor machinery for industrial equipment applications, designed for dry granulation across industrial, nutraceutical, and pharmaceutical markets. Engineered as a high-performance alternative to Chilsonator Fitzpatrick roll compactor systems, IPA equipment delivers consistent results, precise control, and scalable performance from pilot studies to full production.
Our industrial roller compactor equipment features a twin feed screw design that enables independent control of feed rate and deaeration of material. The Horizontal Feed Screw (HFS) regulates throughput, while the Vertical Feed Screw (VFS) controls pre-compression into the rolls—producing uniform ribbons with controlled density for a narrow particle size distribution.
For pharmaceutical-specific solutions, explore our pharmaceutical roller compactor machines.
Engineered for Performance, Reliability & Process Control
IPA roll compactor equipment is built to maximize uptime, efficiency, and produce consistent quality product. Each system is designed to reduce variability while delivering repeatable, high-quality output across a wide range of materials and applications.
Key Advantages:
- Consistent ribbon density and uniform particle size distribution
- Efficient roller compaction for dry granulation across diverse materials
- Independent control of feed rate and deaeration
- Lower operating temperatures for heat-sensitive materials
- Scalable performance from pilot to commercial production
- Heavy-duty design for continuous operation
Turnkey Industrial Roller Compaction Systems
IPA provides fully integrated, turnkey industrial roll compactor machinery to streamline production and improve overall process efficiency. Each system is engineered for seamless integration with upstream and downstream equipment.
Complete System Includes:
- Roller compactor
- Mill and screener for particle size reduction
- Elevator and/or conveyor systems
- Custom PLC controls with full system integration
- Communication capability with plant-wide DCS
System capacities range from approximately 100 kg/hr to 5,000 kg/hr, depending on material characteristics and production requirements.
Customer-Driven Solutions & Ongoing Process Support
IPA takes a collaborative, customer-focused approach—working directly with your engineering team to design and deliver customized roll compactor machinery solutions tailored to your application.
Comprehensive Support Includes:
- Custom system design and integration
- Process optimization and technical collaboration
- Operator training and technical guidance
- Ongoing process support and preventive maintenance programs
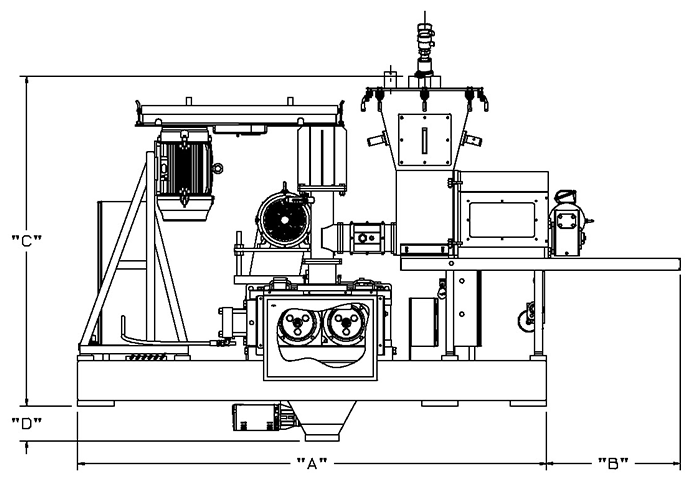
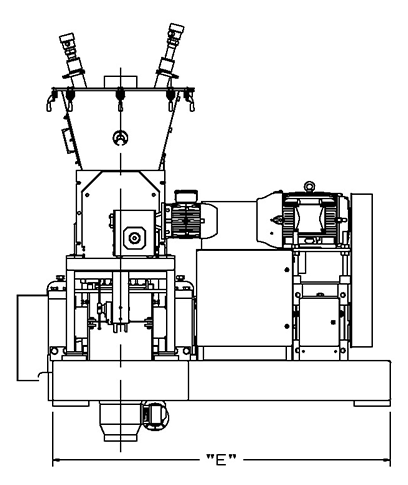
Overall Dimensions (Inches) |
||||||
|---|---|---|---|---|---|---|
| Machine Size | “A” | “B” | “C” | “D” | “E” | Weight (lbs) |
| 4×10 | 82 | 24 | 59 | 5-1/2 | 70 | 6,200 |
| 7×10 | 90 | 24-3/4 | 62-1/4 | 10-1/2 | 71 | 6,900 |
| 8×12 | 111-1/2 | 28-1/4 | 79-3/16 | 9-1/8 | 77 | 9,600 |
| 12×12 | 116-1/2 | 33-1/4 | 81-7/8 | 8-3/4 | 84 | 20,000 |
| 12×16 | 117 | 32-1/4 | 98-1/4 | 13 | 88 | 18,700 |
| 12×20 | 126 | 27-3/4 | 100 | 14 | 105 | 24,000 |
| 16×20 | 133 | 41 | 108-1/2 | 12-3/4 | 104 | 25,600 |

