
 A main function of roll compaction includes the removal of air between material particles to form a hard sheet of compact. When compacting with a twin feed screw design, the majority of materials can be processed efficiently. However, there are still some materials that cannot achieve efficient air removal with the feed system alone. These materials benefit from the use of vacuum deaeration applied in conjunction with the feed system. A common question from IPA’s customer base — How do you know when a material will benefit from the use of vacuum deaeration?
A main function of roll compaction includes the removal of air between material particles to form a hard sheet of compact. When compacting with a twin feed screw design, the majority of materials can be processed efficiently. However, there are still some materials that cannot achieve efficient air removal with the feed system alone. These materials benefit from the use of vacuum deaeration applied in conjunction with the feed system. A common question from IPA’s customer base — How do you know when a material will benefit from the use of vacuum deaeration?
Generally speaking, an average product contains ~20-25% air. The twin feed screw system allows this air to freely escape without the use of vacuum deaeration. Products that have >35% air, either with the use of our twin feed screw roll compactor or the competitors, cannot remove this volume of air without the addition of vacuum deaeration. In addition to flow properties and other factors, this is a fundamental difference between materials that require vacuum deaeration and those that do not.
Twin vs. Single Feed Screw
A twin feed screw design is capable of independently adjusting feed rate and deaeration. Specifically, the HFS controls system throughput, and the VFS controls pre-compression of the material into the rolls allowing air to escape via gravity through the vent ports. The twin feed screw design has proven to be more efficient with lighter bulk density powders containing large amounts of air. It maintains lower system operating temperatures and is ideal for processing a wide range of materials. Due to the efficiency of this design, vacuum deaeration is estimated to be a benefit in less than 15% of the applications.
With a single feed screw compactor, the same screw controls feed rate AND pre-compression/deaeration. This screw typically operates with full flights of material, restricting the pathways for air to freely escape. Vacuum deaeration is required in a higher percentage of single feed screw applications than those with a twin screw design.
When is Vacuum Deaeration Required?
Several factors determine whether vacuum deaeration will be of benefit to any given material. As a general rule, if a material displays two or more of the below characteristics, there is a high probability it will require and benefit from the addition of a vacuum deaeration system. However, if it only meets one of the 5 criteria, vacuum deaeration may not improve the efficiency of the compactor or quality of compact.
- Particle Size: The shape/size of the particle influences how freely air can escape from the material.
- Loose Bulk Density: Lighter bulk density materials naturally contain excess amounts of air.
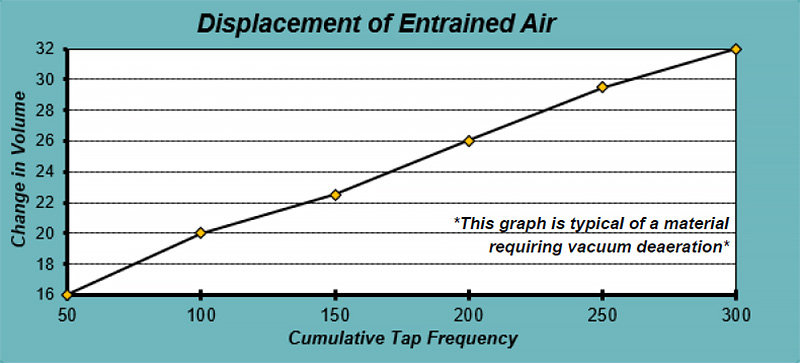
- Amount of Air in Natural State: Requires an analytical test to indicate how freely the material can naturally eliminate excess air between the particles.
- Tablet Integrity via Carver Press: The tablet quality provides insight into excess air entrapment within the compact.
- Angle of Repose: Poor flowing material (equates to higher static), or free flowing material (equates to lower or no static), are candidates that will benefit from vacuum deaeration.
Air Volume vs. Pressure
Since roll compaction is the process of removing air from particles, IPA’s research indicates it is best practice to measure the amount of air removed from the product. In a balanced process, the amount of air removed is a consistent volume at a given pressure. If either of these change significantly, there is an upset condition in the process.
The vacuum pressure varies between products and is determined by (a) the pour size of the filter media used and (b) permeability of the material. The 5 characteristics, as listed above, largely influence the amount of air to be removed and the required pressure.
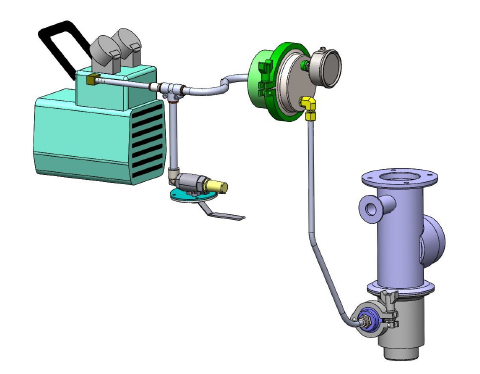
A twin feed screw compactor naturally allows air to escape via gravity. When vacuum deaeration is required, this design allows for ideal placement of the vacuum system on the HFS. The slower RPM of the HFS increases resonance time for maximum air removal. This process increases the loose bulk density of the material, allowing the VFS to operate more efficiently and improve overall quality of the compact.
How Vacuum Deaeration Improves Efficiency
All roll compactors have physical limitations as to how much air can be removed from the material. When running an average material that does not require deaeration, most systems can achieve a roll speed up to 18-20 RMP and maintain a consistent roll gap. When a material does require vacuum deaeration but it is not used, the maximum roll speed has to reduce to roughly 8-10 RMP in order to maintain a roll gap. If increased, the ideal roll gap will be lost and throughput is reduced. This general rule is important to follow, otherwise materials that have excess air will fluidize in the feed system and create poor quality compact. The addition of a vacuum deaeration system removes excessive air, creates a more dense material, and allows the feed system to operate efficiently with a higher production rate.
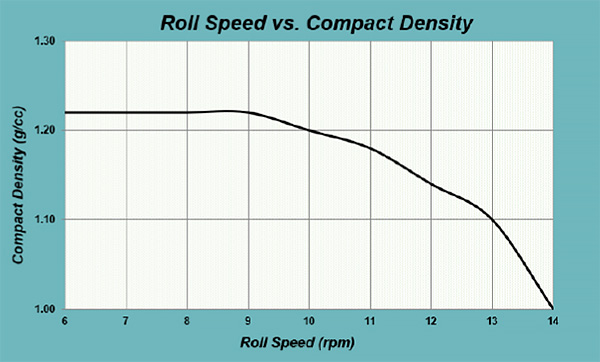 Compact Efficiency Decreases as Roll Speed Increases:
Compact Efficiency Decreases as Roll Speed Increases:
This graph represents typical process characteristics of products that require vacuum deaeration to improve compact efficiency. Each material, based on its physical characteristics, will have a maximum operating roll speed. Lighter materials with larger amounts of air will have a lower maximum RPM vs. higher density materials with lower amounts of air will operate at a higher RPM.
In A Nut Shell
Optimizing a roll compaction process is a combination of science, knowledge, and experience. Interpreting the raw data and identifying the characteristics of a material is essential in determining the need for vacuum deaeration; as it is only beneficial to materials that meet specific criteria. IPA’s twin feed screw design has been proven to out perform the competition. When required, the addition of vacuum deaeration further provides the highest compact quality, yielding increased production rates. If you feel your application can benefit from a vacuum deaeration system, or you are unsure if your system can benefit, IPA is happy to consult and provide support to optimize/maximize process efficiency.
Material Physical Characteristics
Physical characteristics of a powder greatly influence the ease in which it will freely allow air to escape. Important properties to observe include: spherical vs. fibrous, free flowing vs. staticky, lighter vs. heavier loose bulk density, and particle size. All of these qualities will play a role in compressibility of a material and determining the need for a vacuum deaeration system.

